


















News
News
2022.11.30
技術ブログ
製品の形状評価には3Dスキャンによる評価があります。
ATOSでは、高精度かつ高解像度で点群データの取得ができる点がメリットですが、
製品のサイズにより使用するレンズを適切に選定する必要があります。
ATOSの主なデータの連結は参照シールを用いた方式ですが、
レンズの測定範囲に対し、連結範囲が広がるほど図1のように累積誤差が生じるとされています。
▼ 図1 測定範囲と連結誤差イメージ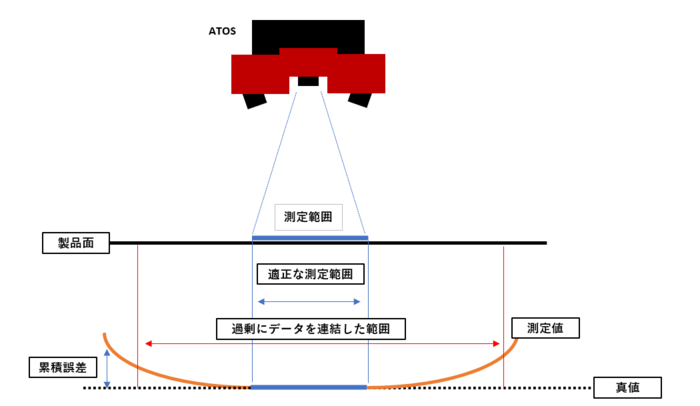
そのため、より製品サイズに近い測定範囲のレンズを利用するか、
大型製品の測定時にはTRITOPの併用等が推奨されています。
しかし、実際にはどの程度の誤差が生じているのかは不明な点が多く、
今回は平面上における広範囲のデータ連結をした際、
どれほどの連結誤差が生じるのか検証しました。
今回の検証では時計のガラス面をATOSのMV320レンズとMV100レンズで測定し、
平面の凹凸形状の比較を行いました。
▼ 測定対象物写真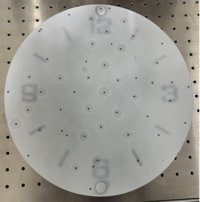
▼ ATOSレンズスペック表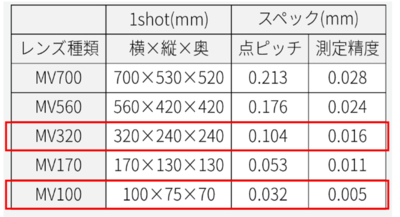
ガラス面の直径は約φ290㎜です。
MV100では、長手方向で約3倍の測定範囲かつ、
測定範囲で対象の縦横の面積比は、
約9倍弱の測定対象(MV100 縦横の測定範囲100×75㎜=7500㎟から算出)のデータ連結を行いました。
▼ MV320・MV100レンズの測定範囲(1shot)と連結範囲のイメージ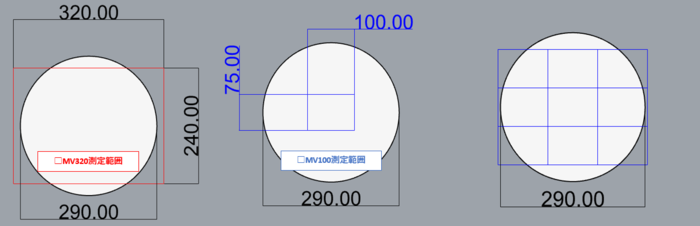
それぞれ3回繰り返し測定した際のガラス面の凹凸を、
平均平面からの最大・最小距離から比較評価した結果が以下の通りです。
▼ 図2 ガラス面の凹凸量 測定結果コンター図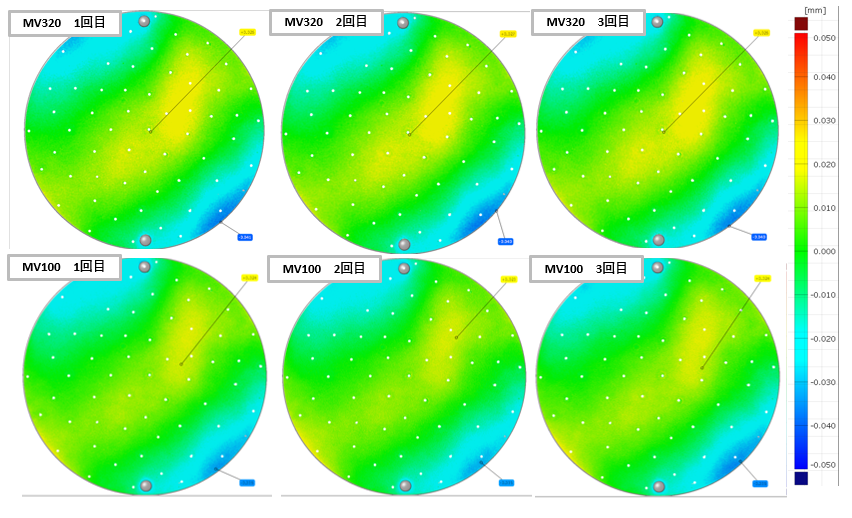
▼ 図3 ガラス面の凹凸 最大値・最小値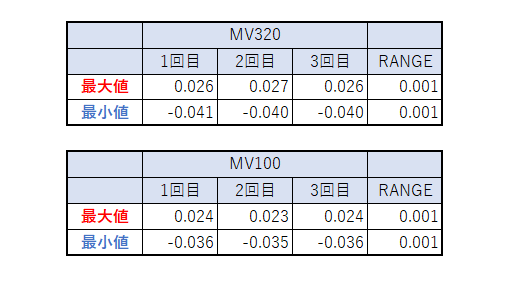
図2・3に示すよう、MV320・MV100のそれぞれの評価結果は、
バラつき共に0.001㎜、レンズ間の最大差は0.005mmでした。
また、1回目のデータ同士を直接比較した場合についても、
解像度の影響を受けない平面部の差で0.005mm程度でした。
▼ 図4 MV320データに対するMV100データの比較検証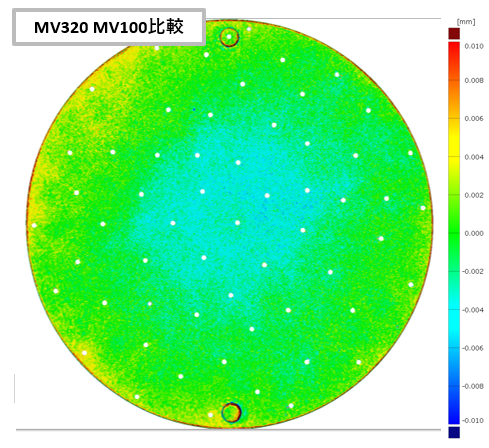
この結果から、MV320とMV100の元の精度差を考慮すると、
平面方向の過剰連結は約3倍の範囲までは、
同等精度でデータ取得可能であると言えます。
大型の製品を高解像度でデータ取得する1つの手段として、
平面上の連結であれば十分利用可能なデータ取得が可能であることが分かりました。
弊社では様々なご要望にお応えできるよう、
多くの種類の接触式測定機・非接触式測定機・X線CT装置を保有しております。
お困りの際はお気軽にご相談ください。
設備詳細ページ
光学式3Dデジタイザ(ATOS)
キーワード
3DCAD、ATOS、リバースエンジニアリング、3Dスキャナ、精度、STL

評価業務にお困り事はございませんか?
JTLはお客様の頼れるパートナーとして、
シチュエーションに応じた迅速丁寧な対応を心がけております。
どんな些細なことでも構いませんので、
まずは下記のメールフォームよりお気軽にお問い合わせください。