


















News
News
2022.09.30
技術ブログ
接触式の三次元測定機を用いて寸法測定を行う際に、測定圧により製品がたわんでしまう、
動いてしまうといった経験はありませんか?
特に剛性の低い、薄肉のプレス部品や樹脂成型品などの測定でよく見られると思います。
せっかく精度よく作られた製品であっても、正確な測定ができなければ意味がありません。
こういった場合、どのような方法を取るのがいいでしょうか。
接触式の三次元測定機は、対象物に測定子を当てた際の信号をプローブと呼ばれる検出器が受け取り、
その座標情報を読み取ります。
プローブにも様々な種類、特性があり、高精度なものですとソフト内で測定圧を調整できたりもしますが、
今回は調整できないタイプで一般的に広く使われているRENISHAWのTP200プローブを使用して検証をしてみました。
条件① モジュールによる違い
・スタンダードフォース・・・通常タイプ
・ローフォース・・・スタンダードフォースよりも低い圧力の検出

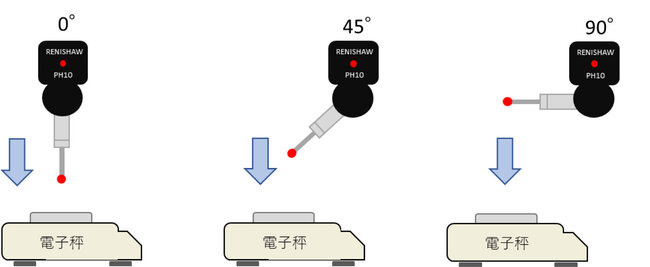
条件② 姿勢(角度)による違い
・0°~90°まで7.5°ピッチ
▼構成写真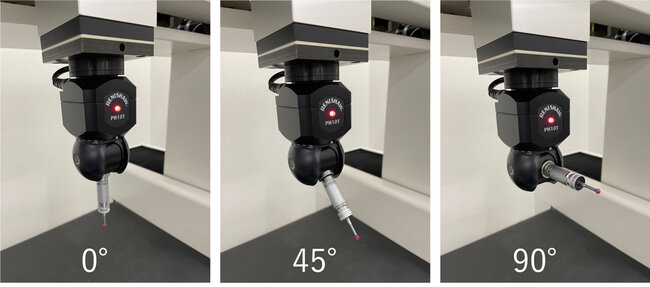
条件③ プロービング速度による違い
・1mm/sec
・3mm/sec
・5mm/sec
※ プロービング速度・・・測定子を接触させる時の速度
1. 三次元測定機の定盤の上に電子秤を設置
2. 上記の各条件にて5回計測して平均値を算出
プロービングは全ての姿勢において電子秤のプレートに対して垂直方向に行う
▼計測風景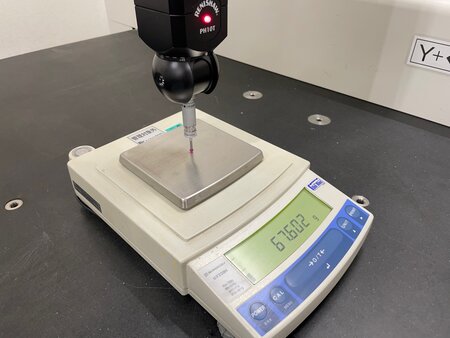
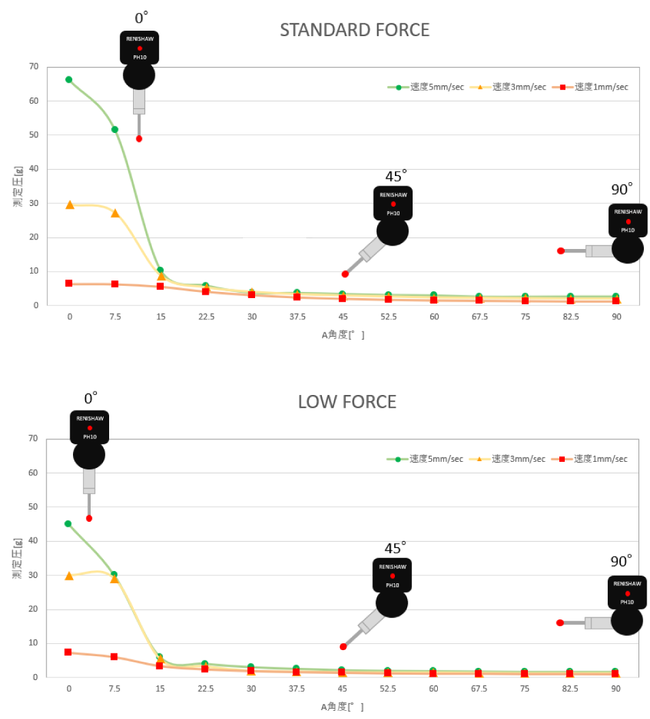
① モジュールによる違い
0°(垂直)姿勢&速度5mm/sec時の測定圧が大きく異なるが、
その他の姿勢はローフォースの方が全体的に低いものの、大きな差ではない。
② 角度による違い(0~90°まで7.5°ピッチ)
0°~7.5°の姿勢の測定圧は極端に高く、15°を境に測定圧が緩やかに減少して52.5°からは、
ほぼ一定の数値である。
③ プロービング速度による違い(1-3-5mm/sec)
15°の姿勢まではプロービング速度が速い程、測定圧も高くなる傾向が見られるが、
それ以降の姿勢は、プロービング速度による変化はほとんどない。
これらの結果から、剛性の低い製品を測定する際には、
少し角度をつけてプロービングするだけでも非常に効果的であるということが分かりました。
弊社では、製品や評価内容、要求精度に対して最適な測定方法をご提案しております。
お困りの際はお気軽にご相談下さい。
キーワード
三次元測定機、測定圧、測定圧力、TP200

評価業務にお困り事はございませんか?
JTLはお客様の頼れるパートナーとして、
シチュエーションに応じた迅速丁寧な対応を心がけております。
どんな些細なことでも構いませんので、
まずは下記のメールフォームよりお気軽にお問い合わせください。