


















News
News
2023.10.05
技術ブログ
ギヤ/歯車の精度はISOやJISなどの規格で定義されており、
その精度等級を評価する為には専用のアプリケーションを用いた測定が必要です。
測定には基準軸(シャフトなどの回転軸)の設定が必要になるのですが、
その基準軸と歯車自身の中心軸のズレは、歯形誤差、歯すじ誤差、ピッチ誤差、歯溝の振れといった評価項目に影響を及ぼします。
今回は意図的に基準軸側に偏心、倒れを生じさせ、それによる数値の差がどの程度であるかを検証してみました。
また、ねじれ角の違いによる差も合わせて確認していきます。
ねじれ角の異なる3種の歯車を用いて
基準軸をオフセットした場合、基準軸を傾斜させた場合で、
どの程度の誤差が生じるのかを検証する
対象歯車
・歯車①(ねじれ角0°、モジュール2、歯数20)
・歯車②(ねじれ角15°、モジュール2、歯数20)
・歯車③(ねじれ角45°、モジュール2、歯数20)

条件① 偏心による誤差
基準軸をオフセットし、偏心による誤差を検証
偏心量は0㎜、0.005㎜、0.01㎜、0.03㎜、0.05㎜の5パターン
条件② 倒れによる誤差
基準軸を傾斜させ、倒れによる誤差を検証
倒れの起点は歯幅の中央とする
倒れ量は0°、0.1°、0.3°の3パターン
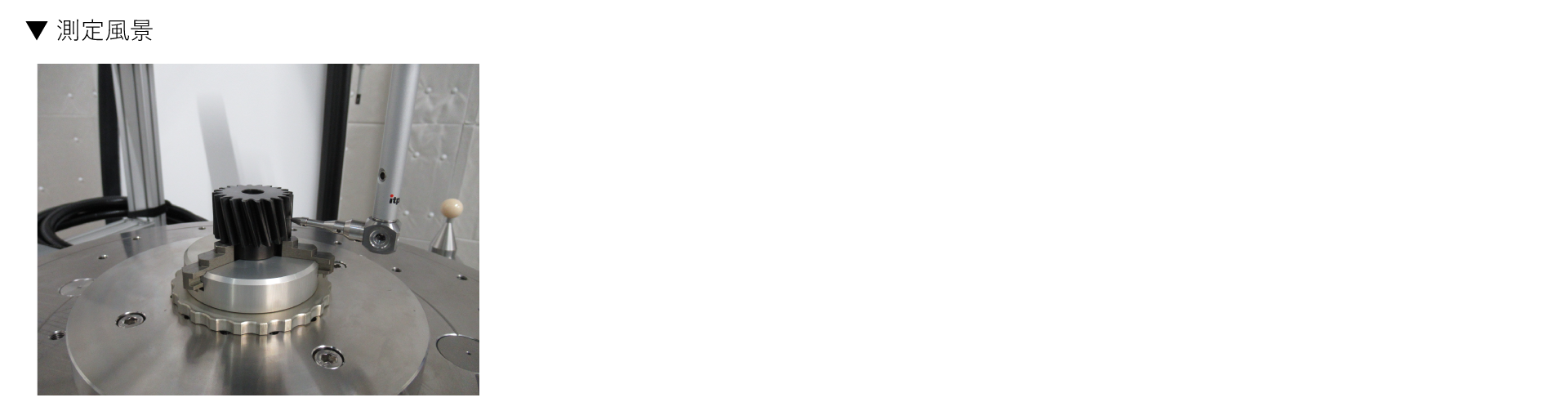
1.三次元測定機のロータリーテーブル上に歯車を固定
2.OBDを3断面測定し、各断面の円中心を結んだ軸を基準軸とする
3.歯形誤差、歯すじ誤差、単一ピッチ誤差を測定する
4.測定結果の平均を基準値とする
5.2で作成した基準軸に対し、条件①、②のパターンを設定し、3と同様の測定を行う
6.1~5をねじれ角の異なる3種の歯車で実施する
※歯形、歯すじの評価長さはいずれの条件も統一する
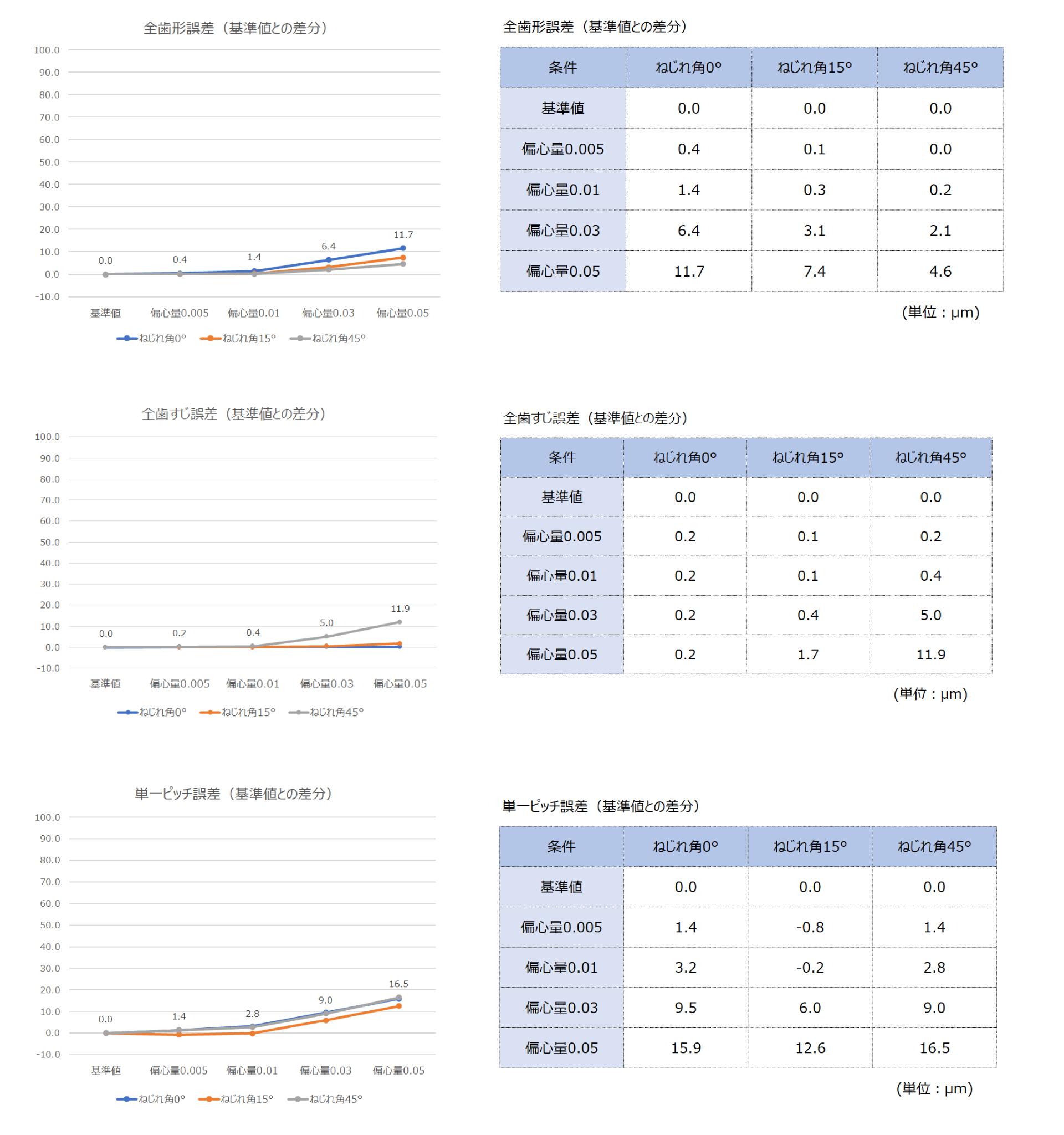
① 偏心による誤差
② 倒れによる誤差
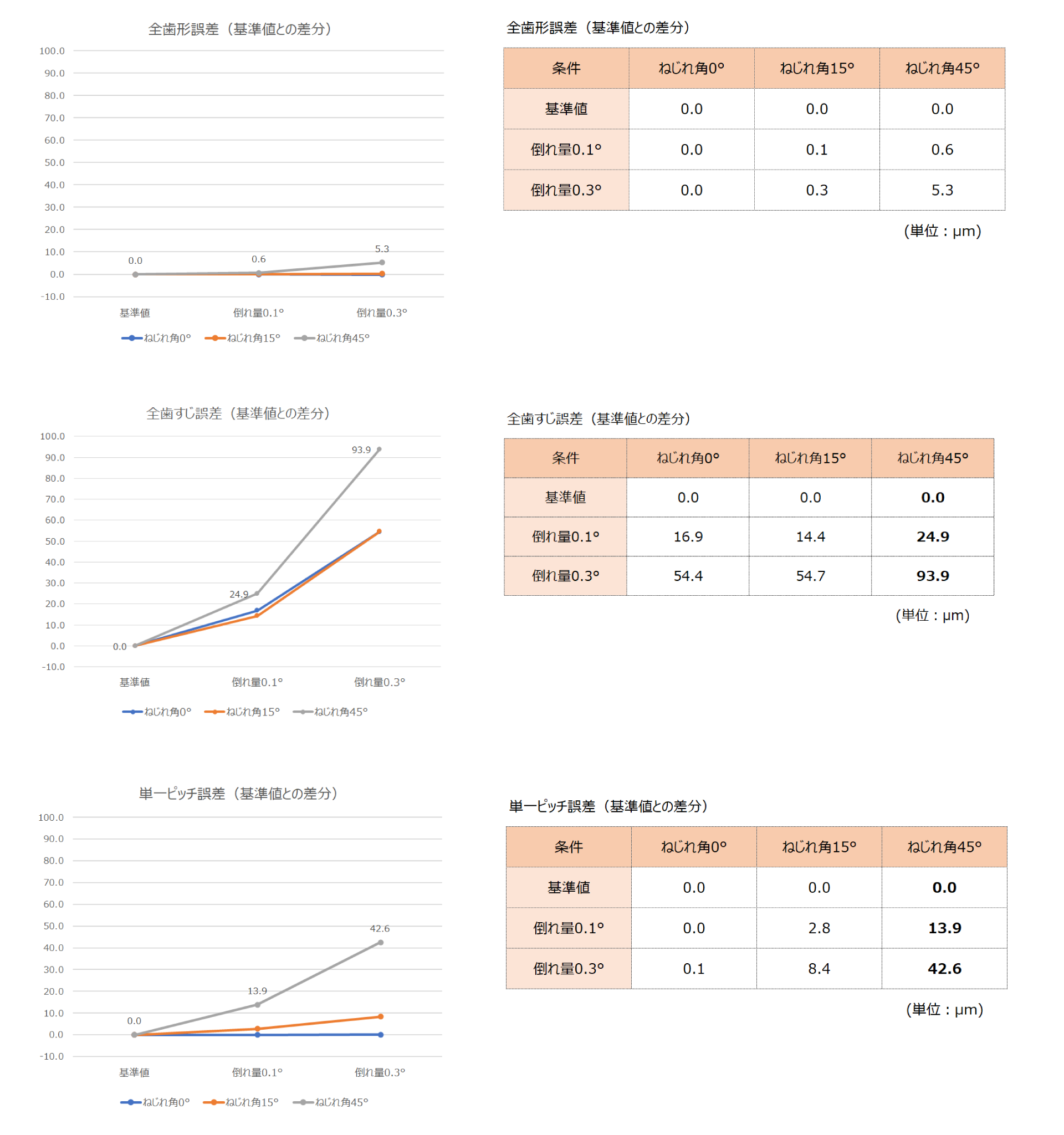
基準軸と歯車自身の中心軸に偏心や倒れを持たせる事で、測定結果に差が生じ、
偏心量・倒れ量が大きいほどその差が広がることが確認できた。
全体の傾向として、偏心よりも倒れの方が誤差の要因としては大きく、
ねじれ角の大きい歯車の歯すじ・ピッチ評価において顕著であった。
今回の検証により、基準軸と歯車自身の中心軸のズレによる測定値への影響が確認できました。
測定位置自体がズレますので、当然と言えば当然なのですが、その度合いや気をつけたほうがいいパターンを数値から明確にすることができました。
歯車の評価において、数μmの差は等級にも影響しますので、測定時の基準をどこに設定するか、
また基準と歯車との間にどれだけの軸ズレがあったかのフィードバック等は適切なデータ解析のために重要です。
評価ソフトには偏心を補正してピッチ評価ができる機能を具えたものもありますので、
そのあたりも適宜活用しながらお客様のニーズに沿った評価、アドバイスができればと思います。
以上、ギヤ/歯車の評価時に参考としていただければ幸いです。
弊社では、三次元測定機を使用したギヤ/歯車の受託測定に対応しております。
お困りの際はお気軽にご相談下さい。
設備詳細ページ
ギヤ/歯車測定
キーワード
歯車、ギア、ギヤ、寸法測定、歯形、歯すじ、ねじれ角、偏心、倒れ

評価業務にお困り事はございませんか?
JTLはお客様の頼れるパートナーとして、
シチュエーションに応じた迅速丁寧な対応を心がけております。
どんな些細なことでも構いませんので、
まずは下記のメールフォームよりお気軽にお問い合わせください。