


















News
News
2025.01.17
技術ブログ
1.三次元測定機とは
2.三次元測定機のメリット
3.三次元測定機の種類
4.プローブの種類
5.三次元測定機を使った測定の流れ
6.測定基準
7.測定誤差とその要因
測定物に測定点検出器(プローブ)を当てて、測定対象物上の任意のポイント(点)の位置をX、Y、Z座標で取得し、
それらの座標値データを使って測定対象物の寸法や角度、⽳径などが測定できる機械です。
プローブの先端についているルビー球(スタイラス)を測定物に接触させた時に生じる信号によって、位置を読み込みます。

スモールツールや画像測定機等を使った一次元、二次元測定の場合、
測定面が変わる度に位置出しや基準出しなどの段取りが必要になりますが、
三次元測定機では、テーブルに測定物をセットすれば、底面以外の測定が可能になります。
そのため、測定物の移動や回転をする必要がなく、効率よく測定を行うことが可能です。
また、アナログ計測では誤読が生じたり、経験を積まないと安定した測定ができないなどの課題がありますが、
三次元測定機では自動測定を行うことが可能なため、測定の個人誤差の解消も期待できます。
1.マニュアル式三次元測定機
プローブを手で持ちながらXYZ全軸を操作して測定を行う機種です。
2.CNC式三次元測定機
コンピューター制御(CNC)を利用して、プローブを操作します。
手動の場合、測定力や測定速度等、個人誤差が発生することがありますが、
コンピューター制御(CNC)を利用することで、自動測定も可能になるため、
測定工数の削減や測定者によるデータのばらつきを抑えることができます。
プローブとは測定点の位置を読み取るセンサーのことで、接触に応じて信号をコンピューターへ発信します。
接触式、非接触式の種類があります。
■接触式
1.タッチトリガープローブ
測定目標点から離れた位置より接近→接触を繰り返して点を得ます。
<小型・高精度タッチトリガープローブ TP200>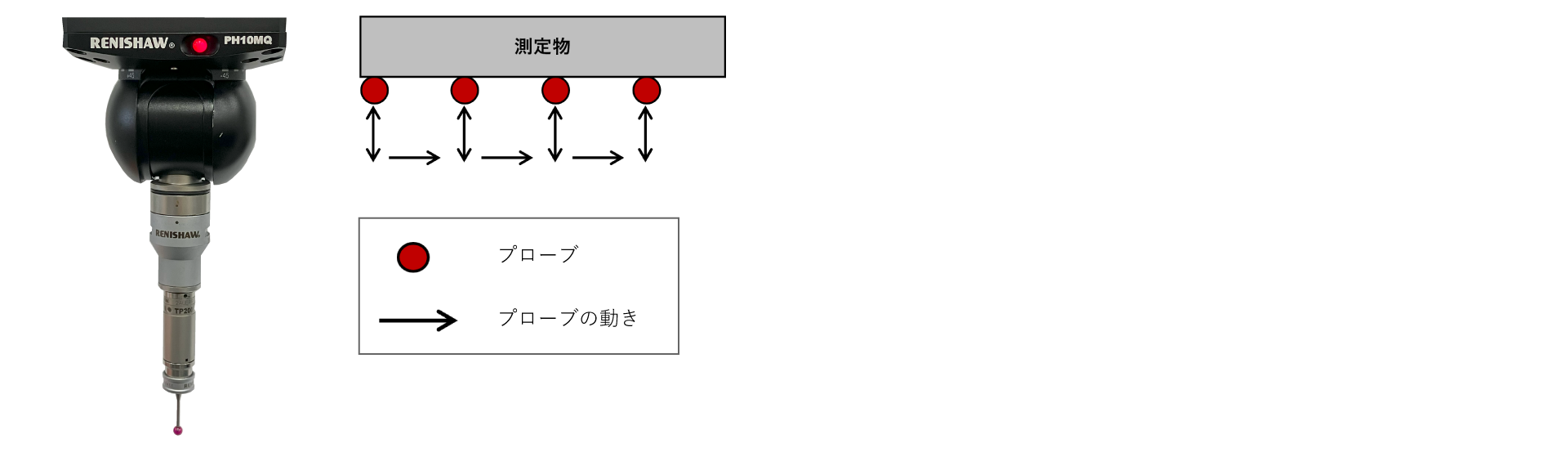
2.スキャニングプローブ(ならいプローブ)
測定対象物にスタイラスを接触させたまま表面をならいます。
多数の連続した点を高速で取得し、測定部品の輪郭や形状を明確に表現することが可能です。
<小型・高精度スキャニングプローブ SP25M>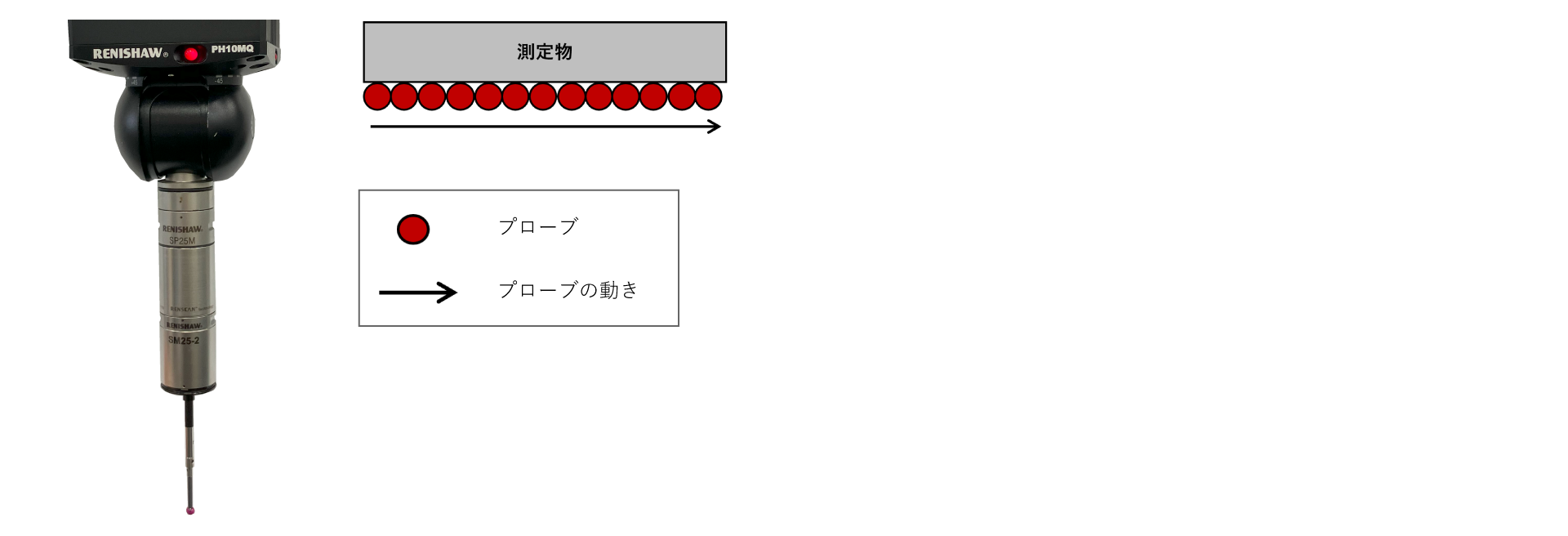
3.粗さ測定用プローブ
三次元測定機上で接触式の粗さ測定を行います。
ワークの段取り替えを行うことなく粗さ測定が可能になるため、測定の効率化が期待できます。
■非接触式
1.画像プローブ
接触圧による変形など接触式プローブでは測定困難な箇所の測定や
画像測定機では対応できない大型製品の非接触二次元画像測定が可能です。
<2D画像センサ ViScan>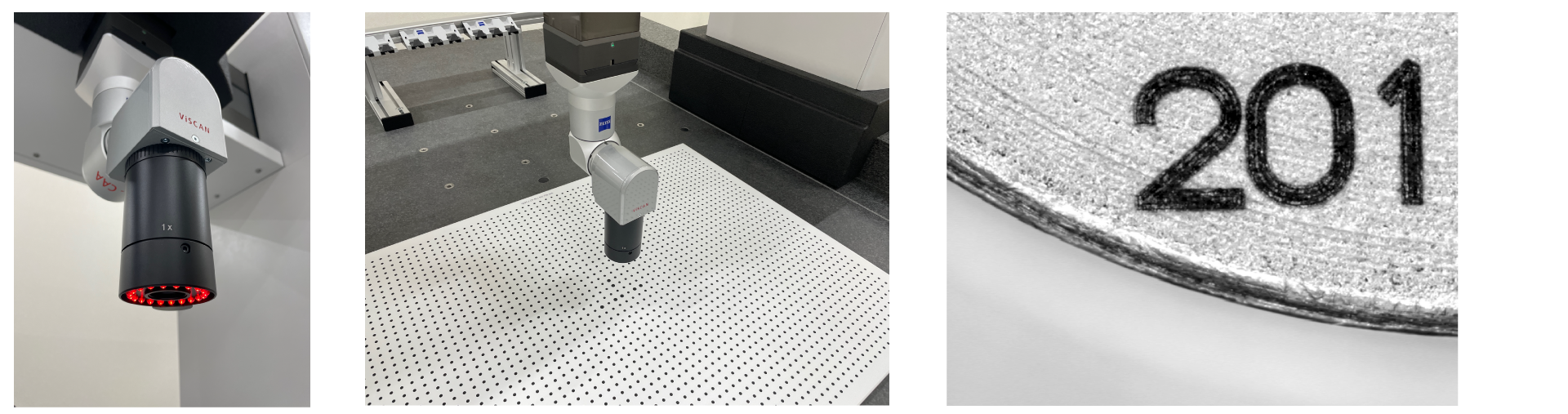
2.レーザープローブ
レーザーを測定物に照射して点を取得します。
取得したデータはCADカラーマップ照合やリバースエンジニアリングにも活用することが可能です。
<カラーマップ評価>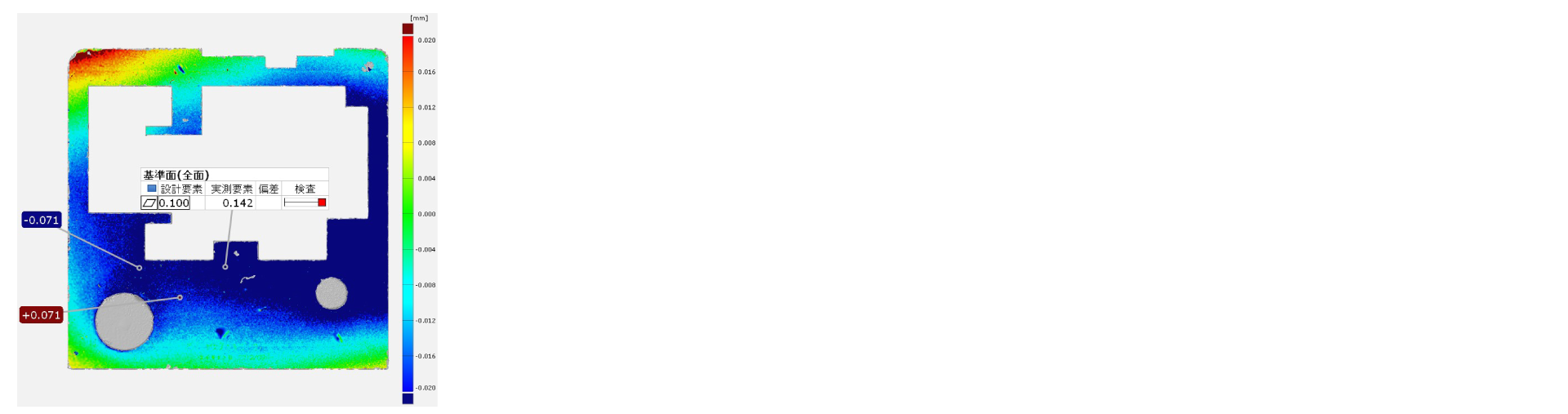
1.温度慣らし
物質は温度上昇によって、長さや体積が膨張する性質を持っているため、
高品質な測定を行うためには、測定物をあらかじめ測定室に置いておき、
熱膨張による測定誤差を少なくすることが重要になります。
熱膨張率は下記表のように素材によって変わります。
測定物は様々な素材を使ってできているものもあるため、十分な温度慣らしが必要になります。
熱膨張率は温度変化によって物体の長さや体積が膨張する割合を温度当たりで示したもので、
線膨張係数(熱膨張係数)とも言われます。
■材質による線膨張係数の違い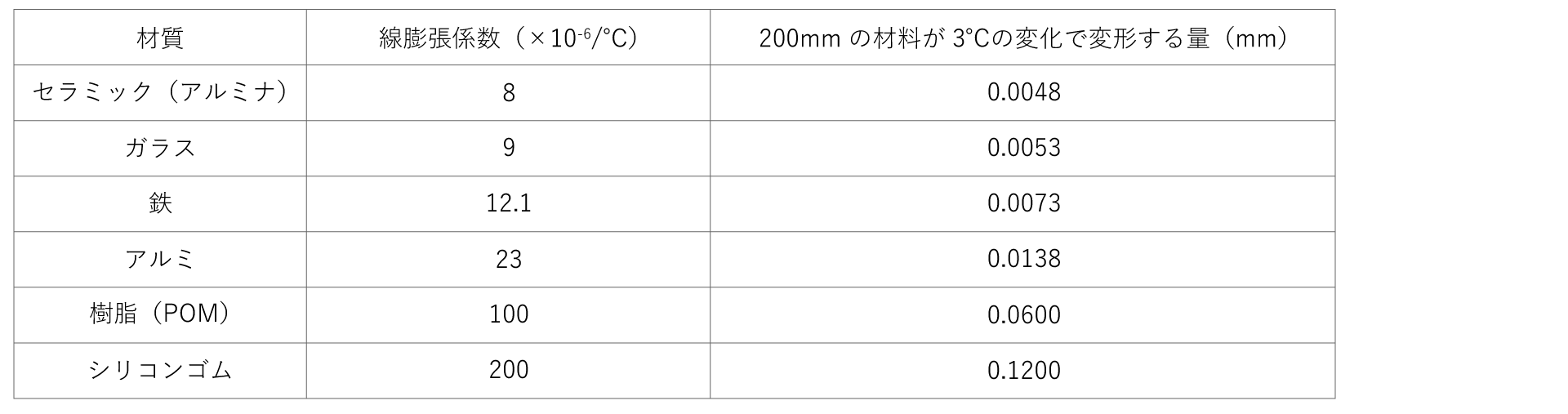
※製品の幾何特性仕様及び検証のための標準基準温度はISO1にて摂氏20℃と定められています
2.スタイラスのキャリブレーション(校正)
ワークに接触し、信号を発信するセンサーが接触を感知するまでに僅かな不感量が発生します。
その為、精度が保証されているマスターボールの表面を複数点測定し、
不感量を補正したスタイラス球の直径と中心位置を設定する必要があります。
<不感量補正イメージ>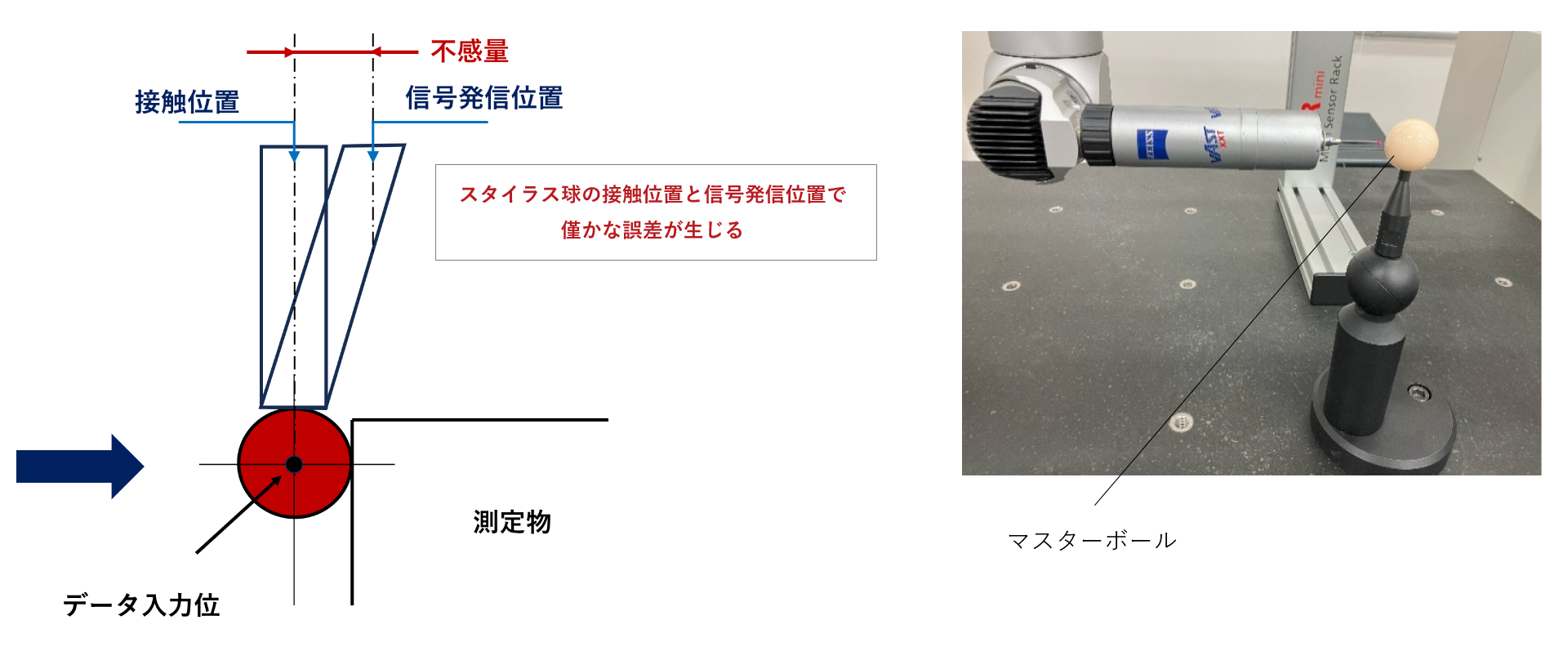
3.ワーク固定(位置合わせ)
三次元測定機の定盤へワークを固定します。
プローブが接触すると動きやすい軽いものは測定用治具に乗せるなどして固定します。
4.ワーク座標系の設定
測定物の傾きや位置を測定機に認識させるために、
測定基準となる基準面、原点、基準軸を測定して、座標系の設定を行います。
5.測定箇所の測定
1.座標系とは
座標系とは直線や平面上、空間内での位置や寸法をX、Y、Zの座標値を使って表す仕組みのことを言います。
主に機械座標系、ワーク座標系の2種類があります。
■機械座標系
測定機によって規定されている座標系のことを言います。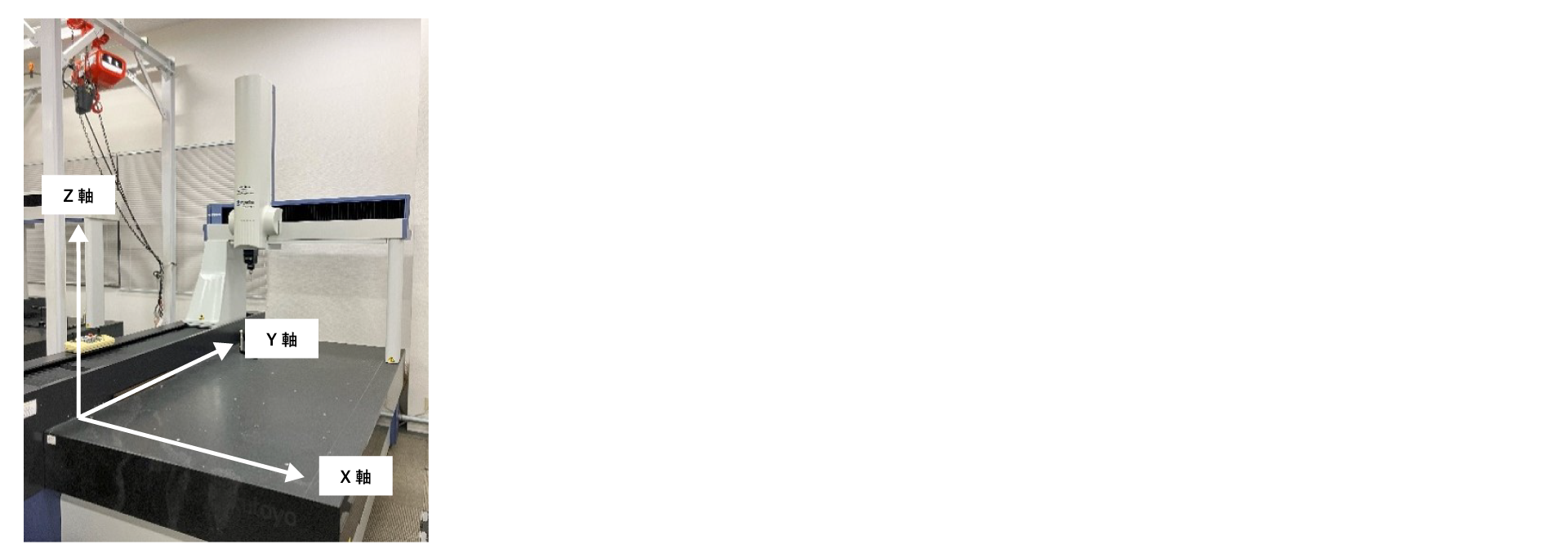
■ワーク座標系
測定物を基準とした座標系のことを言います。
図面にデータムが記載されている場合は、それに従って座標系を設定します。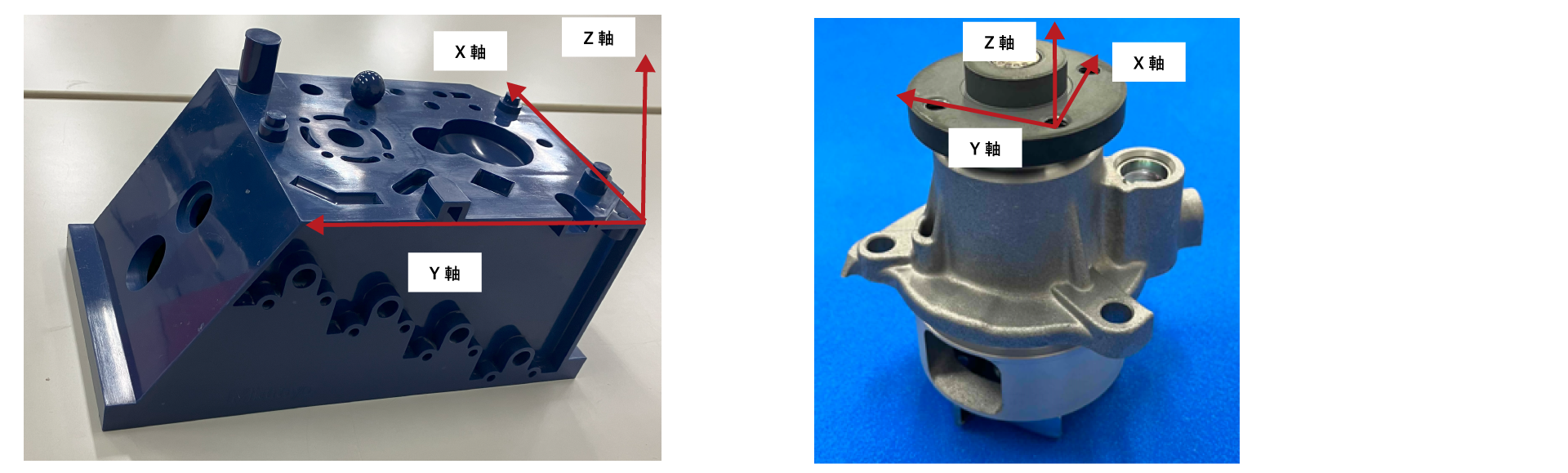
2.測定基準とは
測定基準とはワーク座標系を設定する際に必要な「基準面、基準軸、原点」のことを言います。
これらを設定することで、測定物の位置や傾きを三次元測定機に認識させます。
基準面は平面を3点以上測定して面を構成して設定します。
基準軸は2点以上の座標値を取得して、直線を構成して設定します。
基準面に対して垂直な線がZ軸、X軸に対して垂直な線がY軸となります。
X軸、Y軸、Z軸、それぞれの座標値の0点が原点となります。
また、円中心や直線の交点を原点として設定することもあります。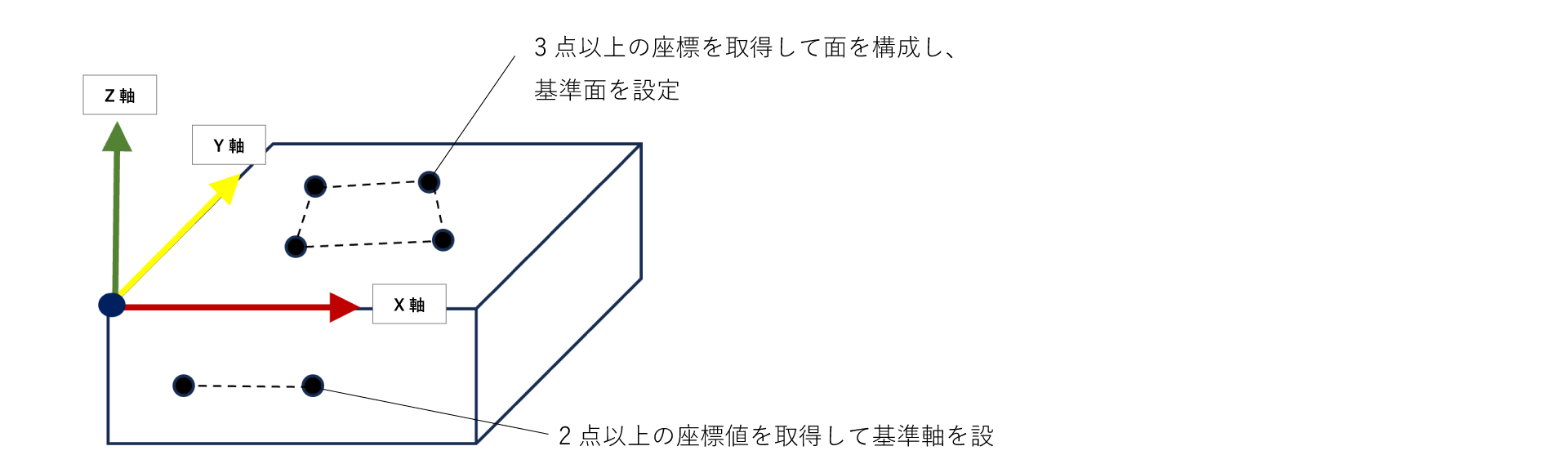
1.測定における誤差とは
同一条件下で同一の物を測定しているのに毎回異なる測定値になってしまったり、
測定機を変えて測定をしたら測定値が異なった場合のことを言います。
2.測定誤差が生じる要因
測定誤差が生じる場合、このような原因が考えられます。
・外部環境による誤差(現場の温度、測定台の振動)
・三次元測定機の固有誤差(測定機の構造の違い、繰り返し誤差)
・測定作業者による誤差(測定機器の取り扱い方、習熟度の違い、取り扱い方法の癖)
・測定物による誤差(固定方法の違い、表面粗さ等)
3.測定誤差を抑えるための対策
測定誤差を抑えるための対策としてこのような方法が考えられます。
・測定環境の温度管理
・測定作業者の教育、技術力の向上
・測定機の定期的な校正、メンテナンス
・測定の自動化:自動測定プログラム作成・導入
弊社では、世界最高精度の三次元測定機や製品表面を高速スキャンし3Dデータ化する光学式デジタイザなど、
様々な選択肢の中からお客様の課題に沿った最適な評価手法を提案します。
お困りの際はお気軽にご相談下さい。
設備詳細ページ
三次元寸法測定

評価業務にお困り事はございませんか?
JTLはお客様の頼れるパートナーとして、
シチュエーションに応じた迅速丁寧な対応を心がけております。
どんな些細なことでも構いませんので、
まずは下記のメールフォームよりお気軽にお問い合わせください。